In this post I will derive a simple relationship between process shift and the capability indices Cp and Cpk.
Introduction
The process capability statistic Cp compares process variation against the width of a process operating window:


where U and L are the upper and lower specification limits respectively, and σ represents the standard deviation of the process variation.
In order to take account of process location the ratio is extended to include process mean 




& 
")
So now we can confidently talk about process capability in terms of the indices Cp and Cpk. But it seems to me that this is convenient shorthand at the expense of transparency.
For example, if I am given values for Cp and Cpk the underlying process shift is not necessarily obvious.
Cp / Cpk and Process Shift
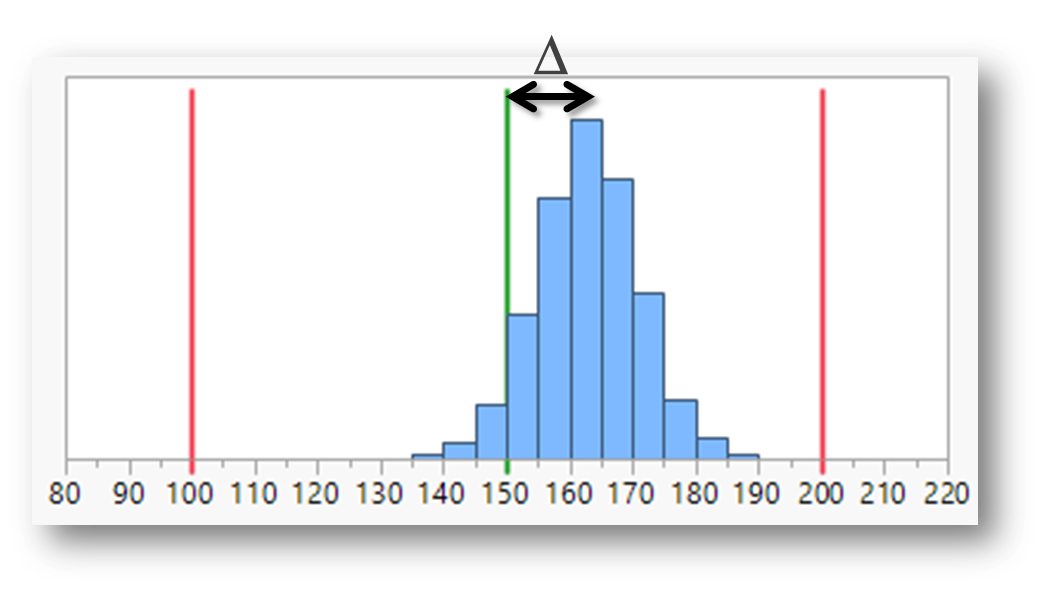
Whilst the relationship between process shift and capability indices is not immediately apparent there is nonetheless a simple relationship:

")
where the shift Δ is measured as the distance of the process mean from the target.
The rest of this post looks at the derivation of this result.
The Algebra
Let’s assume without loss of generality that the process shift is positive (with respect to the target T). Then:

The process shift is ")

An Expression for 
From the above expression:

which implies

An Expression for 
If we assume that the specs are symmetric then


which implies

but also

therefore

}{6 \sigma} = \frac{2(U - T)}{6 \sigma}")
this implies

therefore

An Expression for Process Shift
Using the above expressions for
 - (U - 3 \sigma C_p)")
")
In Summary
In this post I have derived a simple relationship between process shift and the capability indices Cp and Cpk. Given the simplicity of the relationship, my derivation feels somewhat laboured – perhaps you know of a more direct method?